Data aggiornamento: luglio 2025.
Benvenuto o bentornato sul mio sito tutto dedicato all’automazione industriale. Oggi ci dedichiamo nuovamente a CX-Programmer e ai PLC Omron, e impareremo cosa sono i function blocks (FB), funzioni che possiamo creare e riutilizzare per agevolare la stesura del programma, nonché il suo debug.
Allegato a questo tutorial trovi il video con tutte le spiegazioni e la simulazione del programma attraverso CX-Simulator.

Che cosa sono le funzioni FB (blocchi funzione)? Esse sono delle routines che possiamo scrivere in linguaggio ladder LD, oppure di testo strutturato ST. All’interno di queste funzioni possiamo inserire un pezzetto di programma che esegue qualcosa, e se dobbiamo eseguire quelle istruzioni diverse volte, ci basta semplicemente richiamare la funzione all’interno del programma, senza dover riscrivere quelle istruzioni.
I vantaggi di utilizzare queste funzioni personalizzate non riguardano solo la velocità di stesura del software, queste infatti ci permettono di fare meno errori di scrittura; inoltre se dobbiamo cambiare qualcosa, è sufficiente cambiarla all’interno della funzione stessa una sola volta.
I blocchi funzione sono anche esportabili e riutilizzabili in altri programmi, inoltre la Omron mette a disposizione alcune librerie di funzioni scaricabili per svolgere diversi compiti.
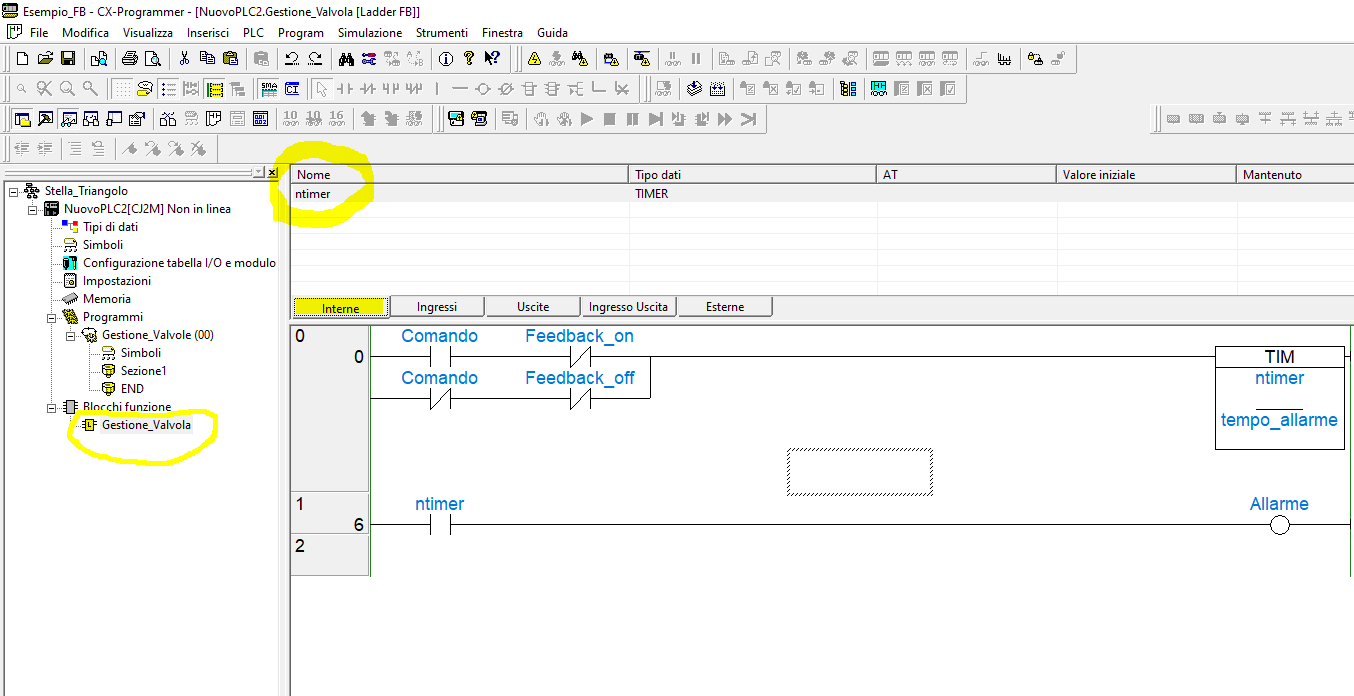
Nella prossima immagine troviamo un blocco funzione che abbiamo creato, con il nome “Gestione_Valvola”. Le istruzioni al suo interno sono in ladder, e attivano o disattivano l’allarme di un oggetto di tipo valvola, confrontando lo stato della sua uscita (comando), con i feedbacks di posizione (aperta e chiusa). Se c’è un’incongruenza tra questi elementi, viene attivato un timer (nel nostro esempio il tempo è impostabile), e al termine del conteggio il bit di allarme viene attivato.
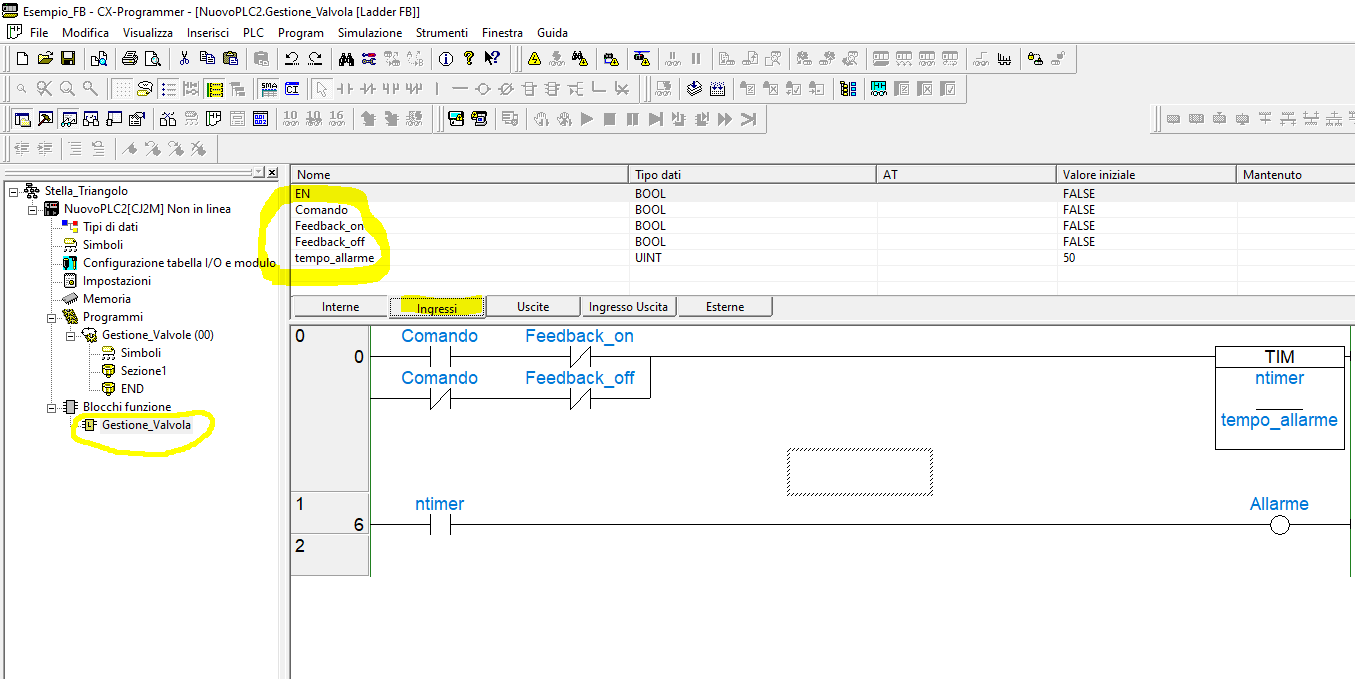
Come vediamo nella figura sopra, quando comandiamo la valvola ci aspettiamo di ricevere il feedback di on, altrimenti siamo in una situazione d’allarme; allo stesso modo, se non comandiamo la valvola ci aspettiamo di vedere attivato il feedback di off.
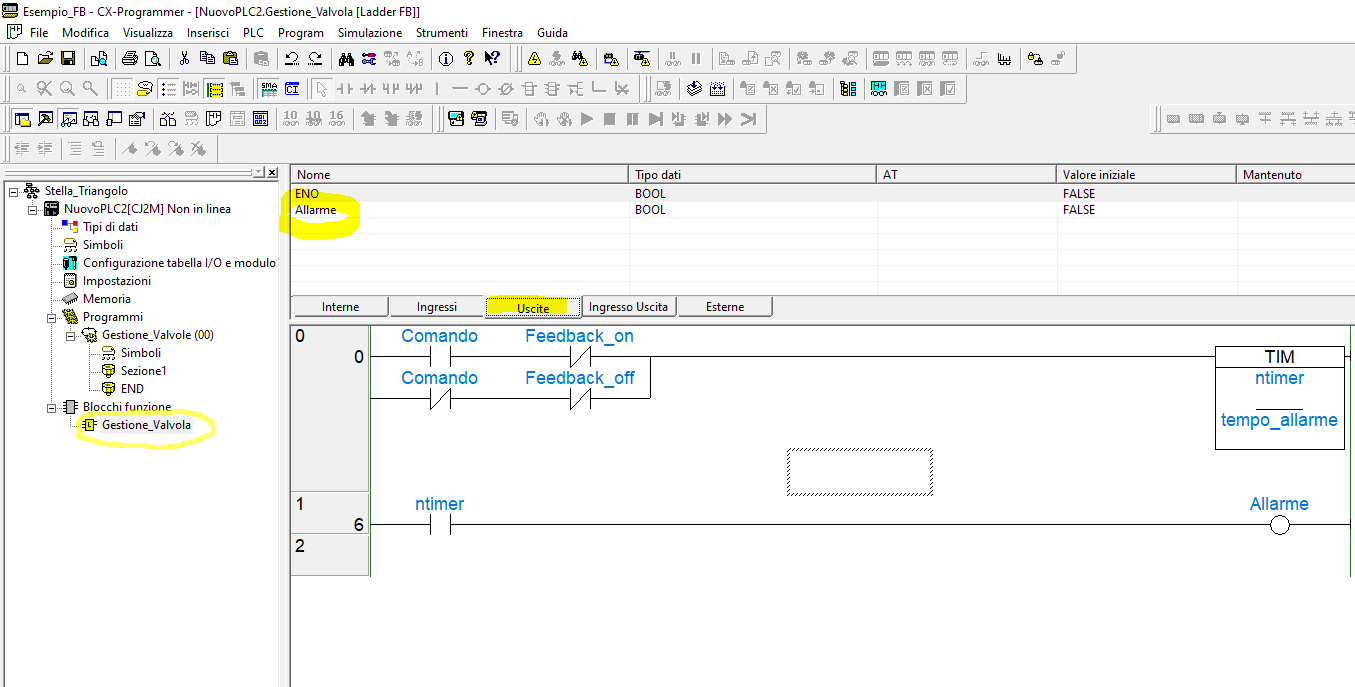
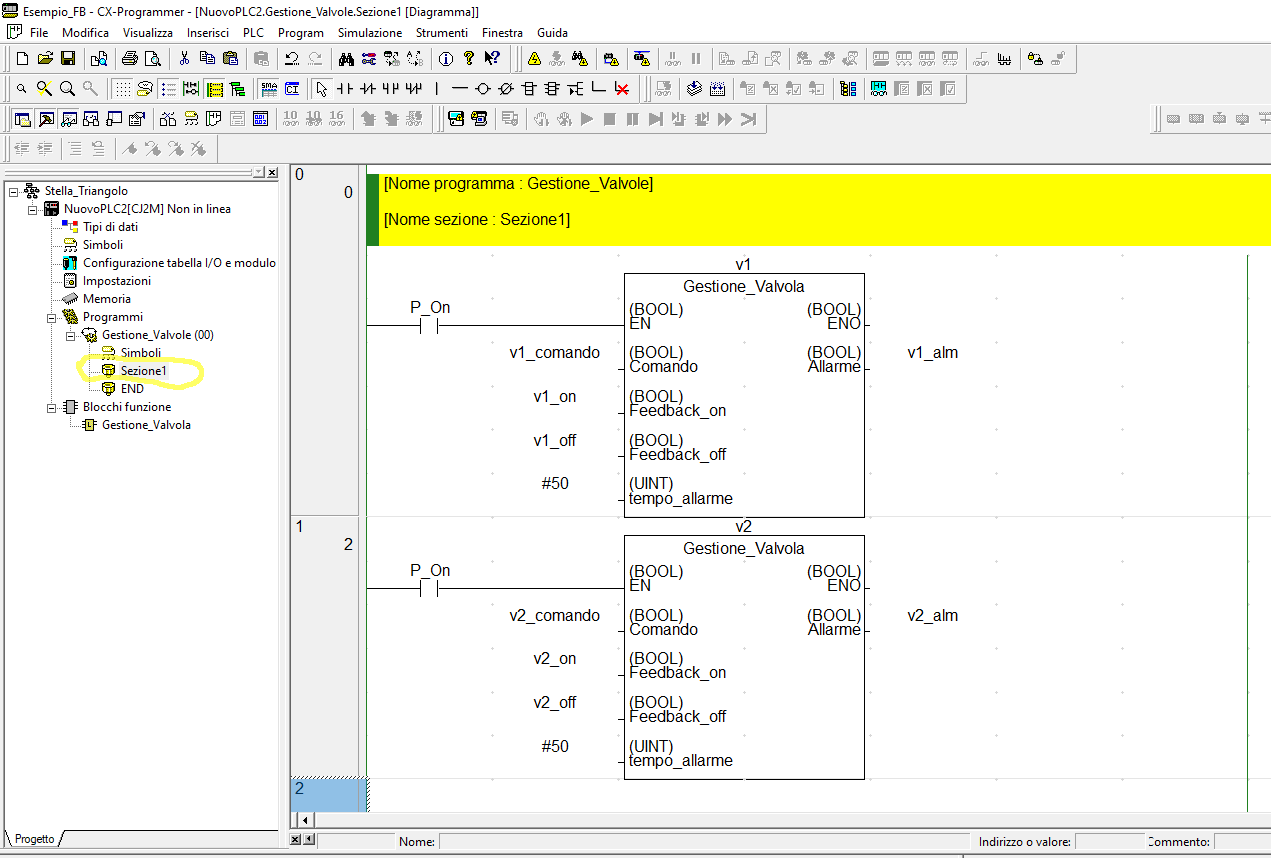
Quando costruiamo le funzioni FB definiamo l’interfaccia di richiamo, ovvero le variabili che possiamo passare alla funzione durante il richiamo stesso. Queste variabili possono essere di tipo ingresso (le vediamo nella figura sopra), che significa che entrano nella funzione; nella prossima immagine vediamo invece che la variabile di stato d’allarme è di tipo “Uscite”; infatti è la funzione che restituisce questo bit.
Per le funzioni possiamo anche dichiarare variabili che possono essere di ingresso e uscita contemporaneamente (non nel nostro progetto), invece abbiamo creato la variabile per il timer come nel gruppo “Interne”; queste variabili non sono utilizzabili al di fuori della funzione.
Ecco la variabile “ntimer” nella prossima figura.
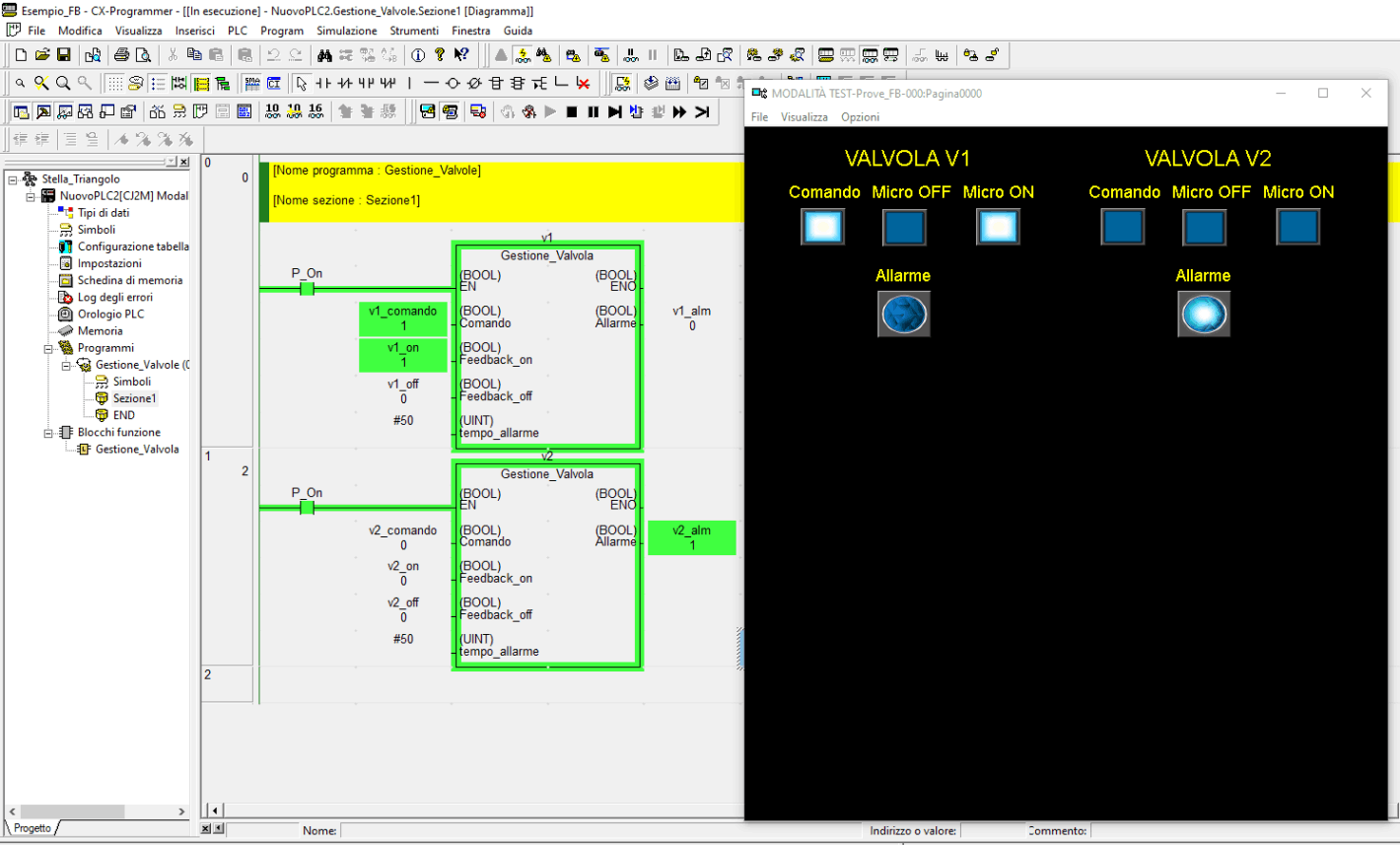
Una volta costruita la funzione possiamo semplicemente richiamarla all’interno di qualsiasi sezione del programma, per eseguirla; come vediamo nella prossima figura abbiamo richiamato la funzione due volte, passando i dati necessari per due valvole (v1 e v2).
Il bit di sistema “P_on” ha sempre valore 1 e serve a mantenere attivato il richiamo della FB, e durante l’inserimento dei richiami creiamo delle zone di memoria “istanza” per permettere alla funzione di lavorare evitando che i dati si mescolino; in pratica pur utilizzando la stessa funzione, è come se ne richiamassimo di diverse.
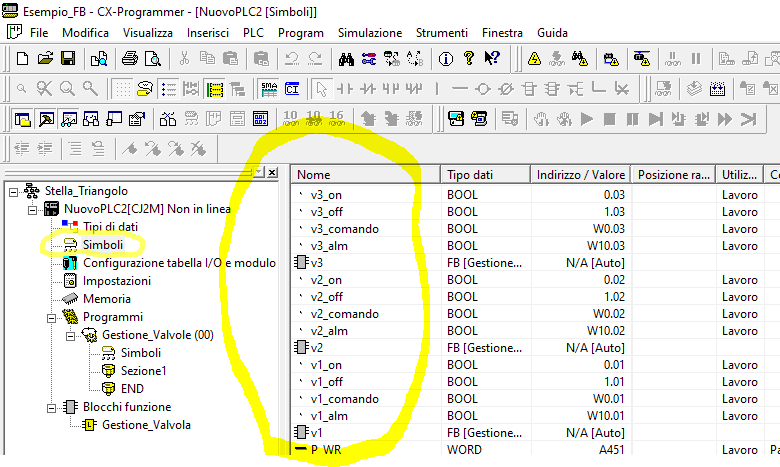
Nell’immagine che segue troviamo la dichiarazione dei simboli per il nostro programma, notiamo quelli di tipo “FB[Gestione_Valvola]”, che sono proprio relativi all’istanza di richiamo della FB.
Quì sotto vediamo invece una schermata runtime della simulazione del programma, con una pagina grafica creata in CX-Designer. La valvola V1 non è in allarme, infatti abbiamo sia il comando che il micro di apertura, mentre la valvola V2 è in allarme poiché non è comandata ma non riceviamo il feedback di chiusura.
Lo stato delle valvole è visibile sia nel sinottico che nei rami ladder del programma PLC.