Autore: Luciano Guida, Automation Engineer.
Data aggiornamento: luglio 2025.
Benvenuto alle mie lezioni di programmazione PLC Simatic S7-1200, nel tutorial di oggi facciamo pratica con un esercizio in linguaggio ladder, chiamato nel mondo Siemens KOP.

Il linguaggio KOP nel sistema Simatic 1200 è un potente mezzo di sviluppo del software, utilizzato in tutto il mondo e preferito dai manutentori elettrici, dato che questo tipo di linguaggio ha una grafica che somiglia molto a quella di uno schema elettrico.
Il PLC S7 1200 ci mette a disposizione tre linguaggi di programmazione: il KOP, il FUP (linguaggio a blocchi di funzione), e il linguaggio di testo strutturato chiamato SCL.
Vediamo ora nel dettaglio cosa fa il nostro programma: abbiamo un nastro trasportatore su cui vengono posizionati dei pezzi meccanici prodotti da una linea automatizzata.
Ai bordi su un punto del nastro sono posizionate due fotocellule, una in basso e una più in alto, in questo modo il sistema è in grado di rilevare due tipologie di pezzi prodotti: i pezzi bassi e i pezzi alti.
Quando il pezzo passa davanti alle fotocellule, se viene rilevato solo da quella bassa, conteremo un pezzo basso, se invece anche la fotocellula in alto rileva il prodotto, allora conteremo un pezzo alto.
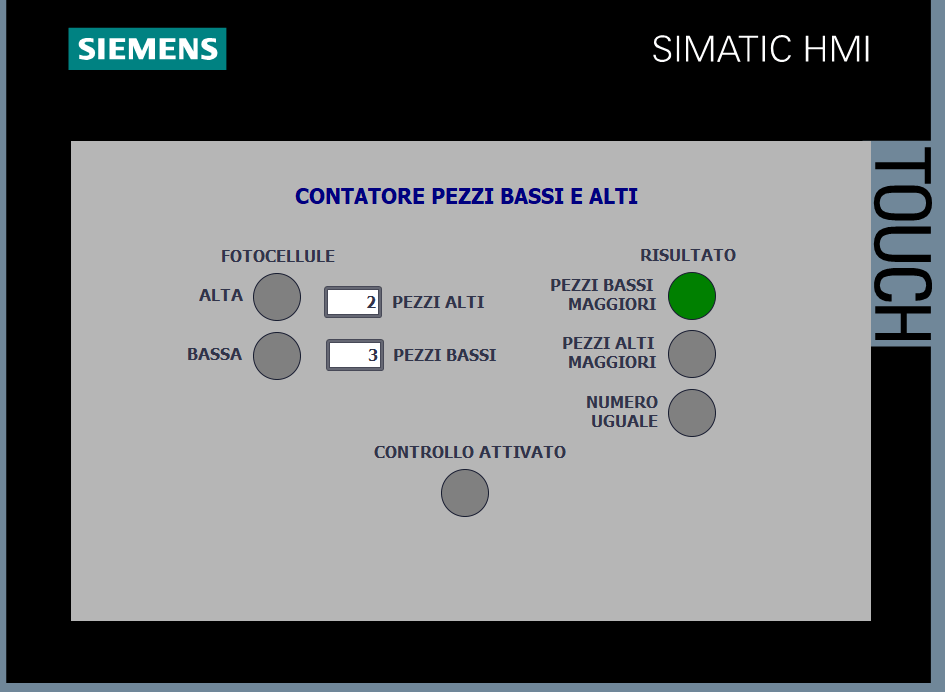
Il programma conteggia quanti pezzi bassi e alti sono stati rilevati dalle fotocellule, inoltre al termine della lavorazione ci dirà se sono stati prodotti più pezzi bassi, più pezzi alti, oppure se ne sono stati rilevati in egual numero.
Ecco nella prossima immagine come appare il sinottico HMI che ho costruito Con WinCC, per un pannello operatore di tipo TP700 Comfort.
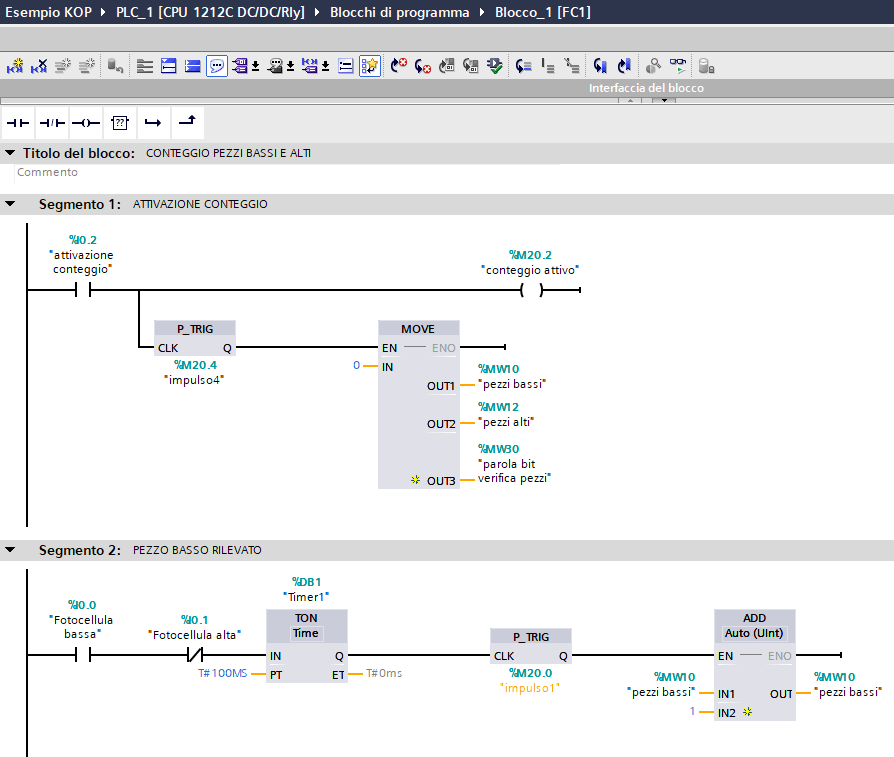
Osservando la figura in alto, vediamo che nella prima riga di programma KOP abbiamo l’ingresso I0.0 che viene copiato direttamente su un merker M20.2 che rappresenta l’attivazione del controllo dei pezzi.
Con lo stesso ingresso valutato con un trigger (fronte di salita) azzeriamo i totalizzatori dei pezzi prodotti, inoltre mettiamo a zero anche la parola MW30, della quale parleremo nei prossimi paragrafi.
La MW10 contiene la totalizzazione dei pezzi bassi, la merker word 12 invece il conteggio dei pezzi alti.
Nella seconda linea ladder, abbiamo il conteggio dei pezzi bassi: se si attiva la fotocellula bassa ma non la alta, con un temporizzatore da 100 millisecondi addizioniamo uno al conteggio dei pezzi bassi. Il timer è stato inserito per dare il tempo eventualmente alle due fotocellule di essere attivate al passaggio del nuovo pezzo.
Nella prossima figura vediamo il resto del programma.
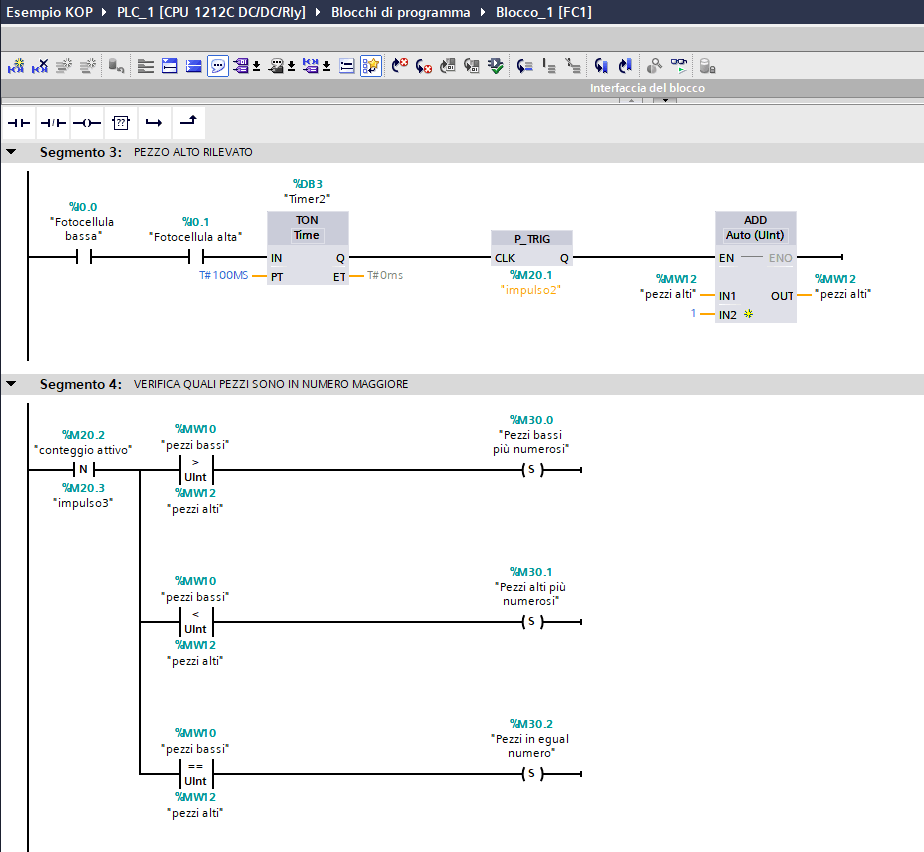
Analogamente a ciò che avviene per i pezzi bassi, nel segmento tre del programma rileviamo il pezzo alto quando entrambe le fotocellule sono attivate; con il fronte di salita si addiziona il nuovo pezzo nella relativa parola di memoria.
Nell’ultima riga del ladder KOP si valuta quali pezzi sono stati rilevati in numero maggiore, o se sono stati prodotti con lo stesso numero. Per fare questo utilizziamo il fronte di discesa del bit di controllo attivo e confrontiamo le due parole con i totali dei pezzi di ogni tipo.
I bit nella merker word 30 vengono alzati in base alle operazioni di confronto che li precedono, e gli stessi vengono azzerati in testa al programma insieme ai totalizzatori.
Bene, siamo così arrivati al termine di questa lezione di programmazione del PLC Simatic S7-1200 in linguaggio KOP (ladder). Io ti auguro buono studio e buon lavoro, e ti do appuntamento alla prossima, ciao!