Autore: Luciano Guida, Automation Engineer.
Data aggiornamento: luglio 2025.
Benvenuto in questa lezione, oggi programmiamo i PLC Mitsubishi come il modello FX5U, utilizzando uno speciale linguaggio che la casa giapponese mette a disposizione in GX Works3: il linguaggio FBD/LD, un’interessante combinazione di blocchi di funzione (FBD) e logia a contatti ladder (LD).

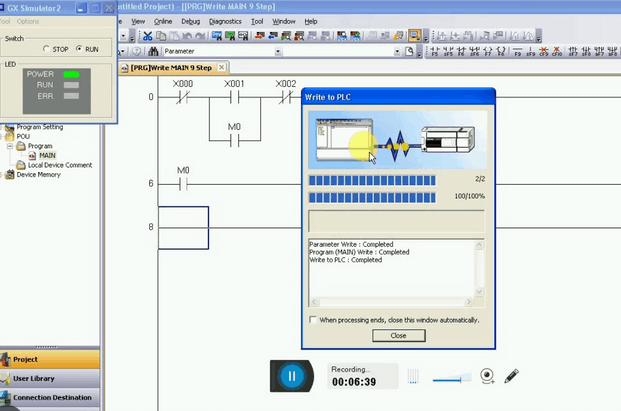
Allegata a questa lezione trovi il video con le spiegazioni e la simulazione del programma, qualsiasi modello di PLC tu scelga per seguire la lezione, è possibile emularlo direttamente all’interno dell’ambiente di sviluppo GX Works3, che è il tool di programmazione acquistabile dalla Mitsubishi e scaricabile dal loro sito internet.
Il linguaggio combinato FBD/LD di Mitsubishi.
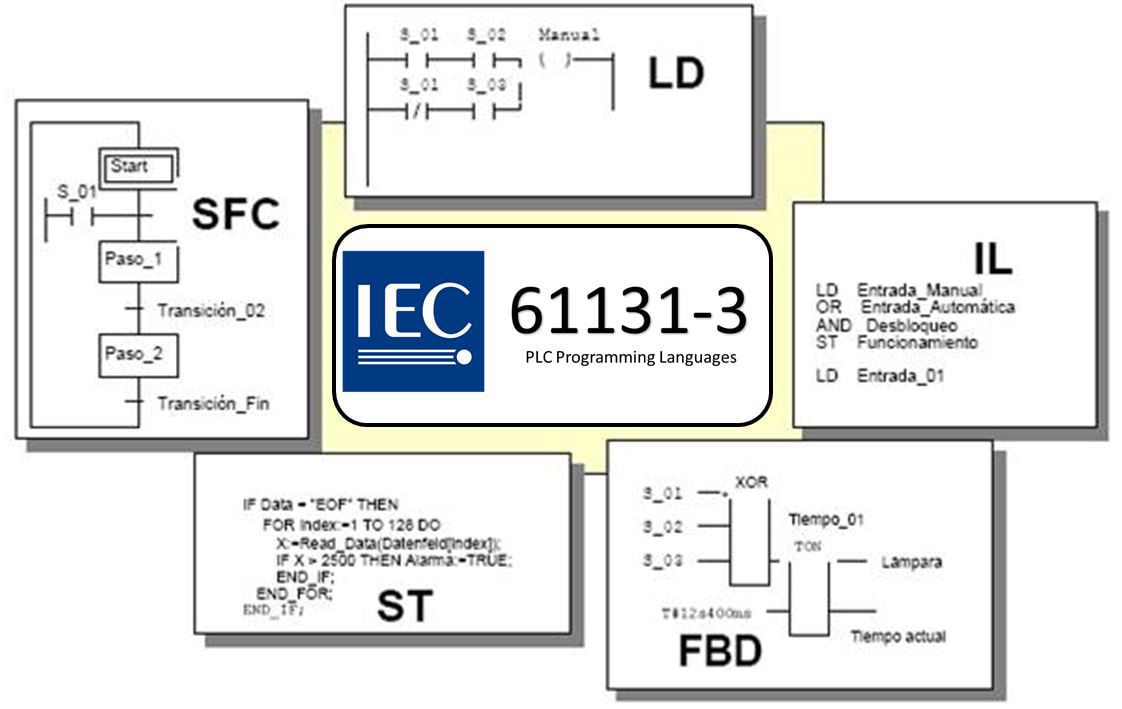
I PLC Mitsubishi possono essere programmati in linguaggio ladder, SFC, di testo strutturato, e anche in un linguaggio “ibrido”, chiamato FBD/LD, il quale che permette di combinare ladder e blocchi di funzione.
Questo linguaggio facilita la stesura di programmi per chi conosce entrambi i modi di scrivere codice, e permette di ottenere software più leggibili.
Il programma di esempio di oggi, gestirà l’immissione di acqua all’interno di un serbatoio, controllando i livelli digitali presenti su di esso, e attivando le opportune utenze; ecco lo schema del piccolo sistema da automatizzare nella prossima immagine.
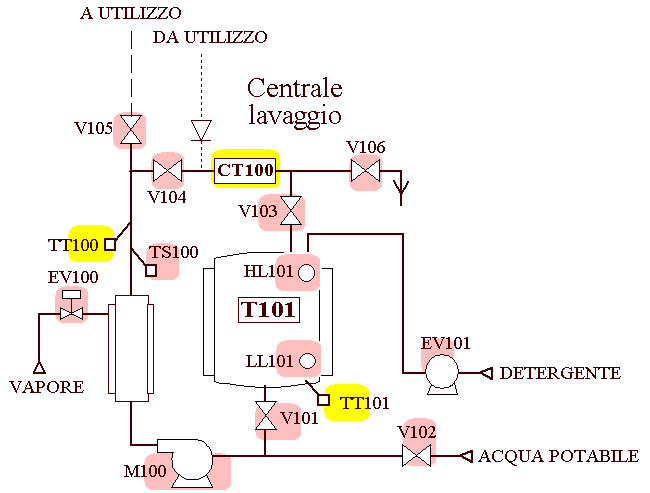
Nella figura sopra troviamo il serbatoio chiamato T101, una valvola di carico V103, e altre valvole che servono per svolgere diversi compiti; quello che ci interessa è che abbiamo anche la valvola V102 che immette acqua potabile nel sistema.
Come facciamo a caricare il serbatoio? Supponiamo di voler mantenere il livello compreso tra i due livelli montati su di esso, potremmo o caricarlo dal basso, o meglio ancora caricarlo dall’alto attraverso la valvola V103; per fare questo dovremo attivare le valvole V102, V104, e V103.
Il programma di carico serbatoio per il PLC Mitsubishi.
Ecco come funzionerà il nostro software: se il livello scende sotto LL101, dopo qualche secondo attiviamo il carico dell’acqua; quando il livello tocca il livello alto HL101, dopo qualche secondo fermiamo il carico.
Per realizzare questo software in linguaggio FBD/LD, ci siamo avvalsi di istruzioni logiche elementari con contatti chiusi e aperti, di un paio di temporizzatori, alcuni blocchi logici, e l’istruzione “SET / RESET”.
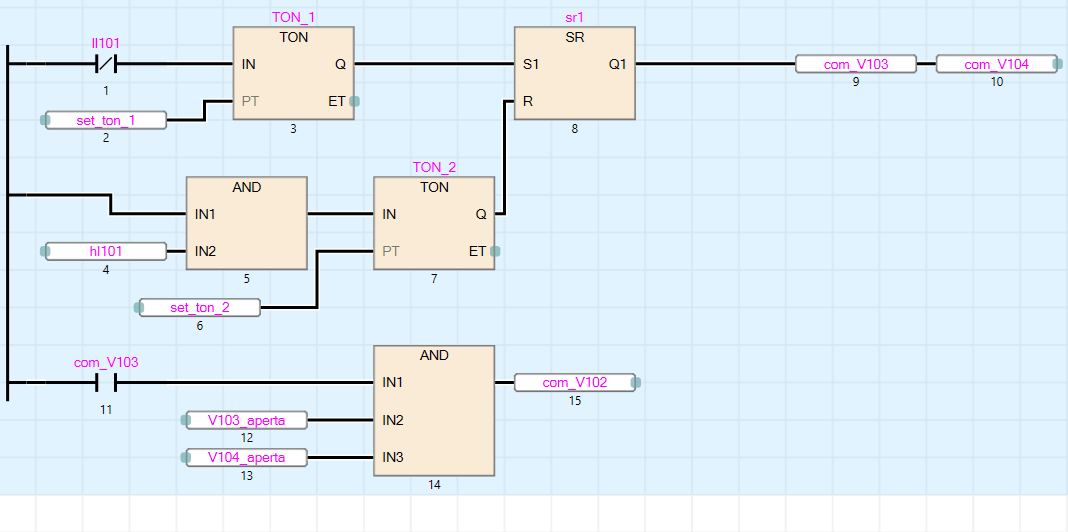
Nella prossima figura vediamo l’editor di GX Works3 con il programma costruito utilizzando i blocchi grafici combinati con il ladder.
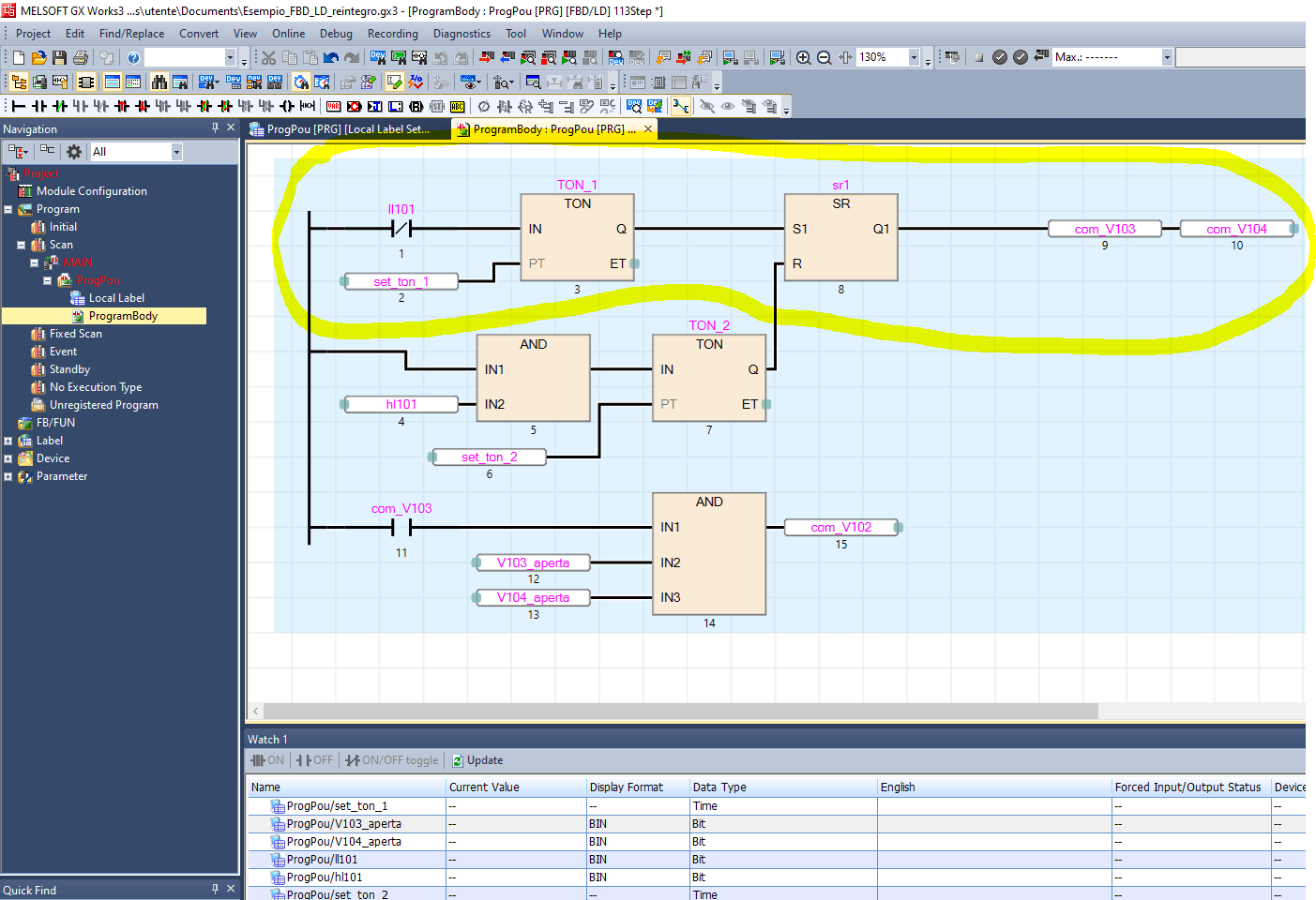
Nella parte alta del programma vediamo un contatto chiuso di LL101 che fa contare il timer quando il valore è a zero, al termine del conteggio il bit “sr1” viene settato, e con esso si attivano i comandi delle due valvole V103 e V104; notiamo il particolare modo di comandare in parallelo le valvole.
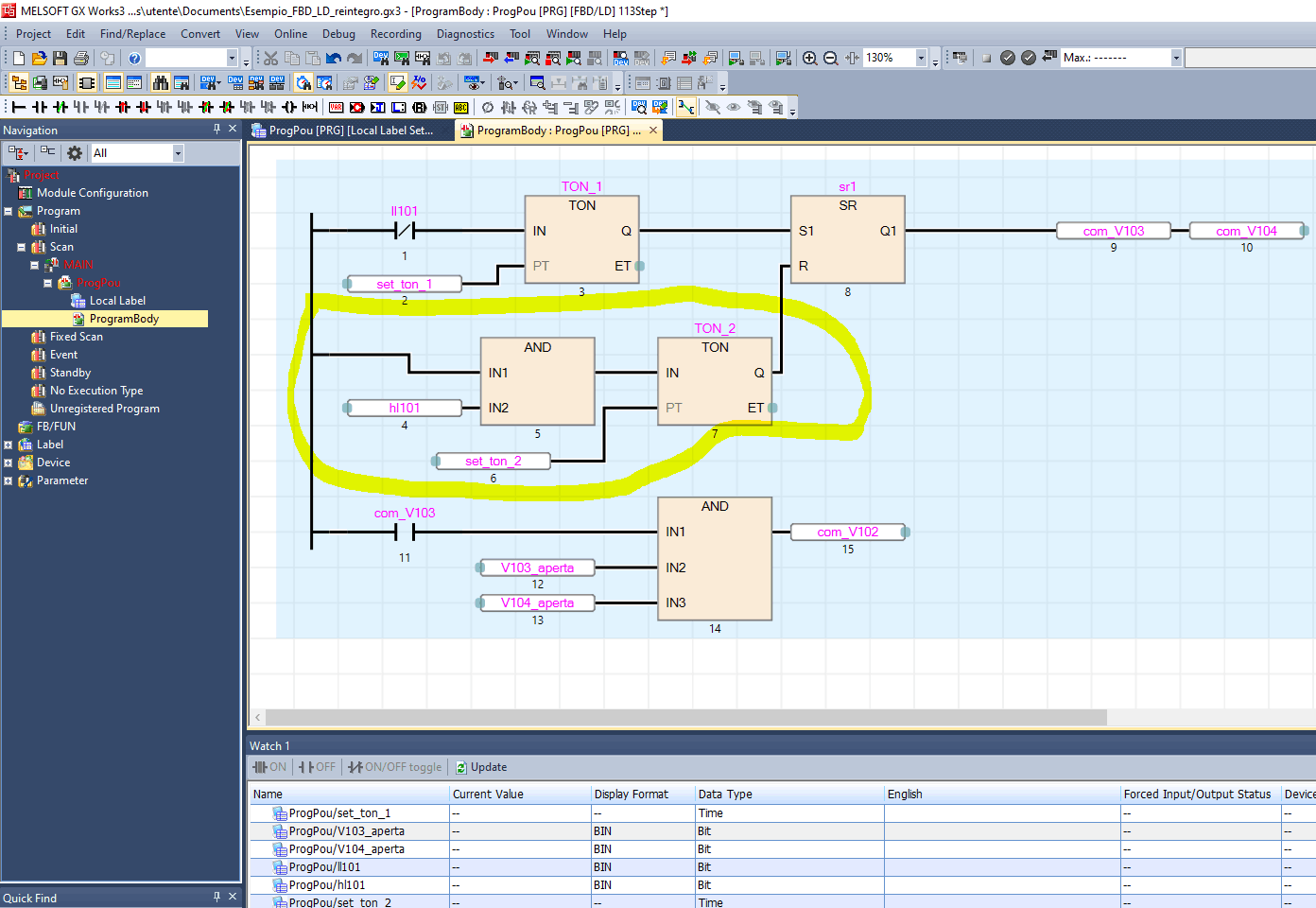
Nell’immagine sotto troviamo il reset del bit sr1, che avviene quando il secondo timer ha finito di contare; questo timer è attivato dall’ingresso di livello massimo HL101; in questo caso abbiamo utilizzato la funzione “AND” del linguaggio a blocchi FBD, portando in AND l’alimentazione del ramo (sempre vero) e il bit dell’ingresso del livello.
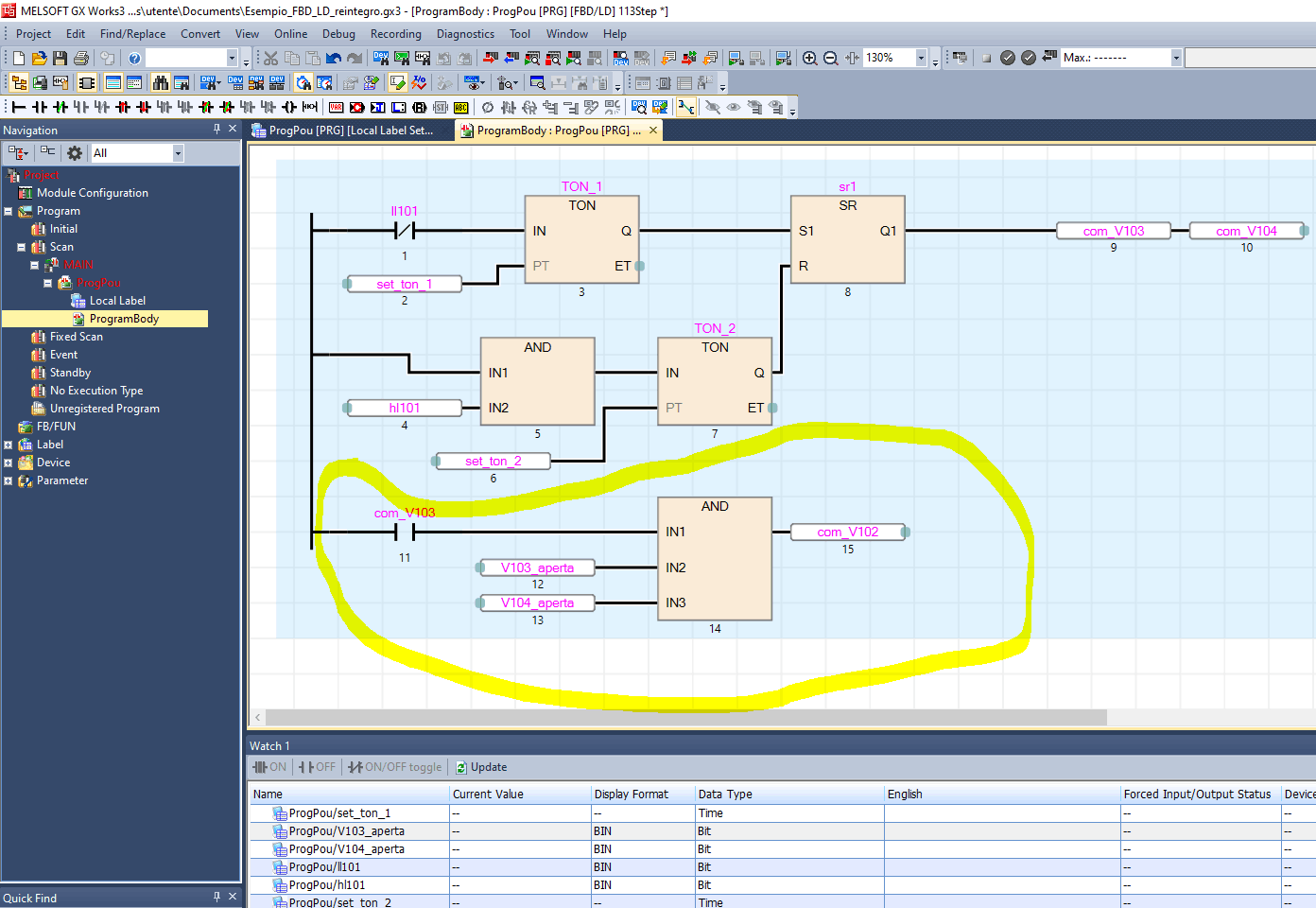
Nella figura che segue troviamo la parte di comando dell’ultima valvola. Utilizzando un AND a tre ingressi, abbiamo portato il bit di comando della prima valvola, e i due feedbacks di apertura delle valvole precedentemente comandate; il risultato va a comandare la valvola di ingresso acqua V102.
Al posto della variabile nel rettangolino, avremmo potuto utilizzare una bobina, il funzionamento è identico.
Bene, abbiamo visto come il linguaggio combinato FBD/LD permetta di scrivere i programmi in maniera funzionale, anche se a prima vista potrebbe sembrare “esotica”.
Io vi auguro buono studio, e vi do appuntamento alla prossima quì sul mio sito dedicato all’automazione industriale, e sul mio canale YouTube; ci vediamo!