
Autore: Luciano Guida, Automation Engineer.
Data aggiornamento: luglio 2025.
Stai cercando dei semplici esempi per imparare a programmare il plc? Sei nel posto giusto!

Chi si avvicina alla programmazione dei PLC, spesso si trova disorientato, dato che in rete ci sono molte informazioni ma non sempre queste sono ben organizzate. Per questo motivo ho deciso di raggruppare su questa pagina alcuni programmi in linguaggio ladder e a blocchi di funzione, per dare modo a chiunque di iniziare a cimentarsi con queste apparecchiature.
I programmi che ti presento oggi sono davvero facili e ti permetteranno di apprendere le nozioni fondamentali per cominciare a scrivere il tuo software; cominciamo subito!
Ecco l’elenco dei programmi per PLC trattati:
1) Semplice marcia e arresto con due pulsanti e una bobina.
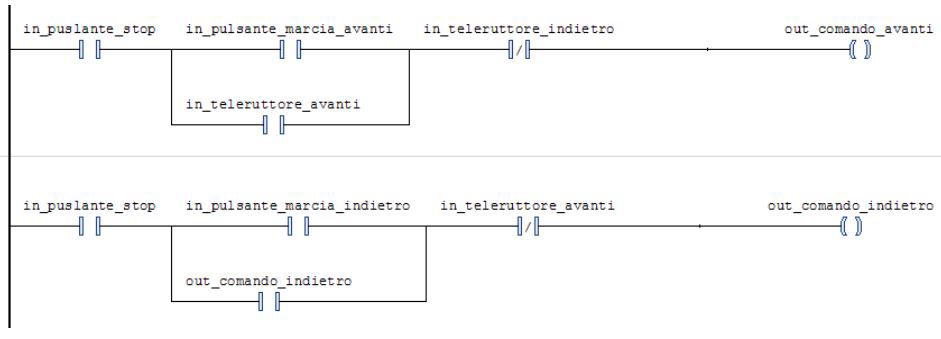
2) Marcia e arresto di tipo avanti / indietro.
3) Avviamento di un motore con collegamento stella / triangolo.
4) Accensione luci con spegnimento temporizzato.
5) Conta pezzi con reset automatico.
6) Gestione di un livello di un serbatoio.
7) Gestione porte automatiche.
Programma 1 per plc: Marcia e arresto semplice.
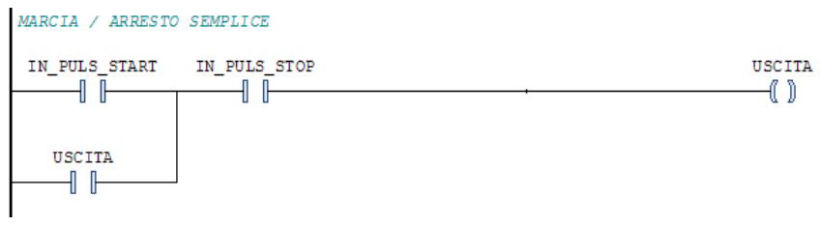
Cominciamo dal primo semplice programma per plc quello che riguarda la marcia e arresto con due pulsanti. Questo programma lo abbiamo scritto in linguaggio ladder, ed è composto di una semplice linea di istruzioni.
Il pulsante di start proveniente dal campo, se non è premuto il pulsante di stop, attiva la bobina di comando; la quale si auto ritiene perché abbiamo inserito il suo contatto in parallelo al pulsante di marcia stesso.
Quando si preme il pulsante di stop (utilizzato normalmente chiuso per sicurezza), l’utenza si spegne.
Ecco il ladder nella prossima immagine.
Programma per plc numero 3: Avviamento motore stella / triangolo.
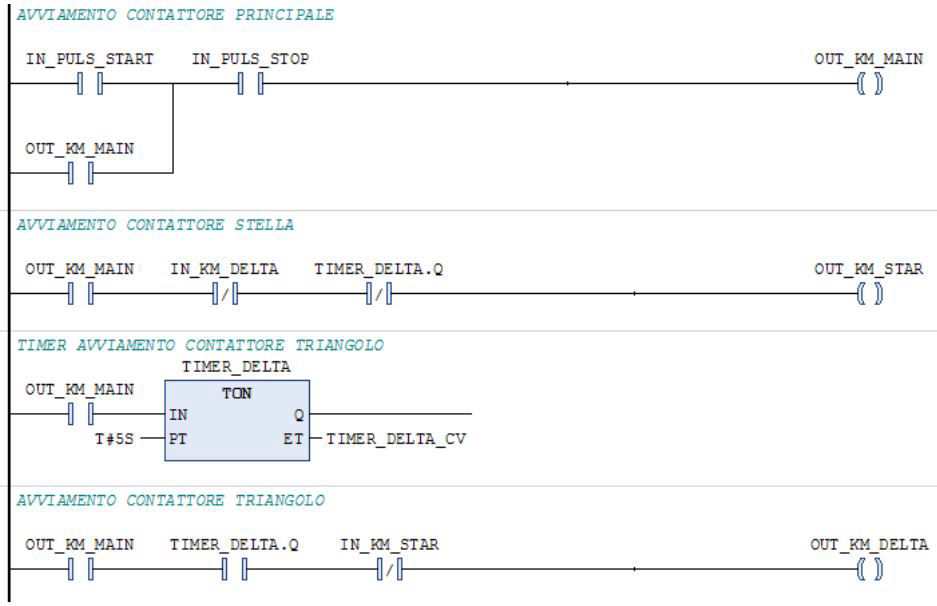
Lo stella / triangolo è un modo di avviare i motori che permette di ridurre le correnti durante lo spunto, evitando sovraccarichi alle linee di alimentazione, e assicurando una minore usura dei motori stessi.
Quando si preme il pulsante di start, se non è attivato il pulsante di stop (normalmente chiuso) si attiva il contattore principale del motore. Insieme a questo si attiva anche il contattore che effettua il collegamento del motore a stella.
Dopo 5 secondi il contattore per il collegamento a stella si spegne e si attiva il teleruttore per il collegamento triangolo.
Notiamo nel software l’istruzione del temporizzatore TON e gli interblocchi tra i contattori per mezzo degli ingressi dei contatti ausiliari.
Ecco il marcia motore stella / triangolo nella prossima immagine.
Programma per plc numero 4: Accensione luci con spegnimento temporizzato.
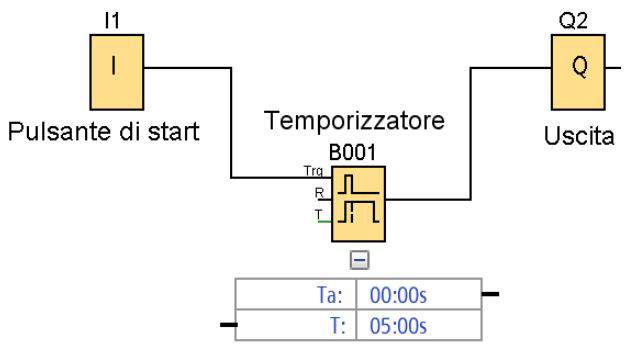
Questa volta facciamo pratica con il linguaggio a blocchi di funzione (FBD), nel mondo Siemens chiamato FUP. Lo facciamo costruendo un programma che gestisce l’accensione con ritardo di spegnimento delle luci di una scalinata.
L’ingresso I1 attiva il temporizzatore, il quale comincia a contare quando l’ingresso viene resettato. L’uscita di comando Q2 rimane attivata sia mentre l’ingresso è attivo, sia per i 5 secondi di ritardo allo spegnimento impostati nel temporizzatore B001.
Ecco il programma con le istruzioni a blocchi nella prossima immagine.
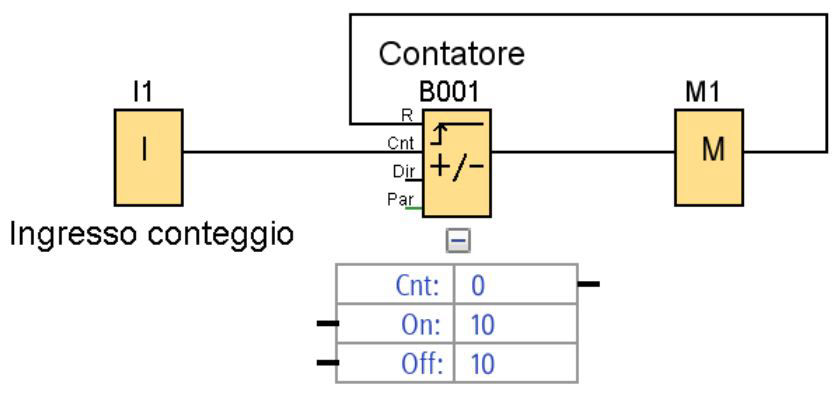
Programma per plc numero 5: Conta pezzi con reset automatico.
Questo semplice programma conta ogni volta che un ingresso viene attivato, e resetta il conteggio quando questo raggiunge un set point di 10.
Il fronte di salita dell’ingresso I1 viene rilevato dalla funzione contatore B001 che incrementa il suo conteggio.
Quando il conteggio arriva al set point di 10, l’uscita del contatore attiva il merker M1, il quale è stato portato all’ingresso di reset del contatore stesso per azzerarlo. Il conteggio ricomincerà così daccapo.
Il software è scritto in linguaggio a blocchi di funzione, e lo vediamo qui di seguito.
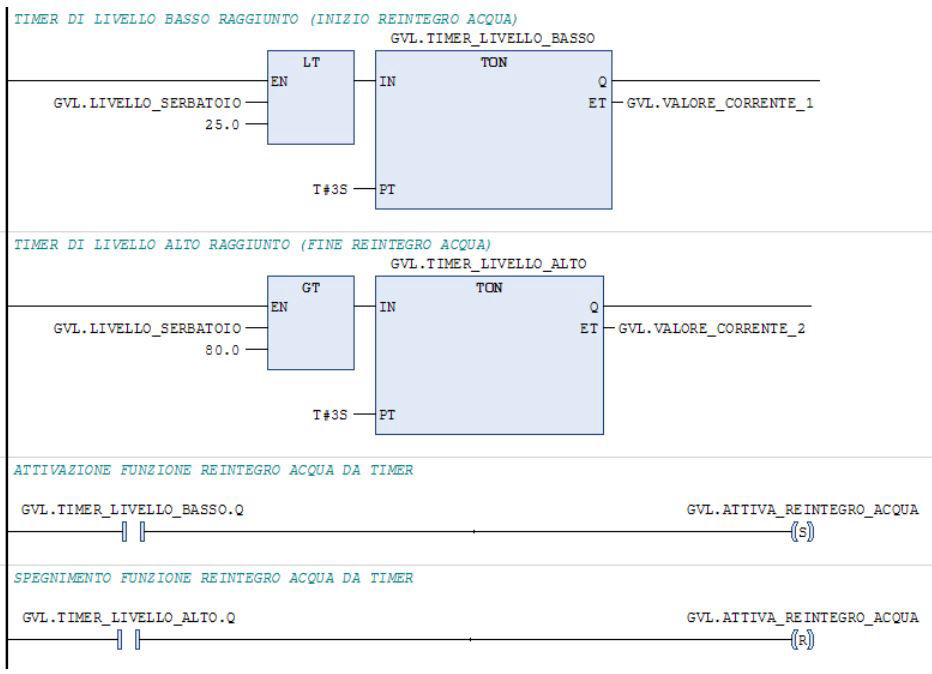
Programma per plc numero 6: Gestione livello analogico di un serbatoio.
Questo programma in linguaggio ladder attiva e disattiva il reintegro dell’acqua all’interno di un serbatoio. La funzione legge il livello analogico, se esso scende sotto il 25% per 3 secondi, si attiva il reintegro con la bobina di tipo set che comanderà la valvola di reintegro.
Quando il livello nel serbatoio sale sopra l’80% per 3 secondi, la bobina si resetta.
Ecco il programma nella prossima figura.
Programma per plc numero 7: Gestione porte automatiche.
L’ultimo esempio di programma per plc è scritto in ladder e gestisce l’automazione di una porta scorrevole munita di sensori di presenza.
Questo software è un poco più complesso di tutti gli altri, e sarà sicuramente un ottimo esercizio da imparare per tutti i principianti programmatori di plc. Ecco la prima parte del programma porte scorrevoli nella prossima immagine.
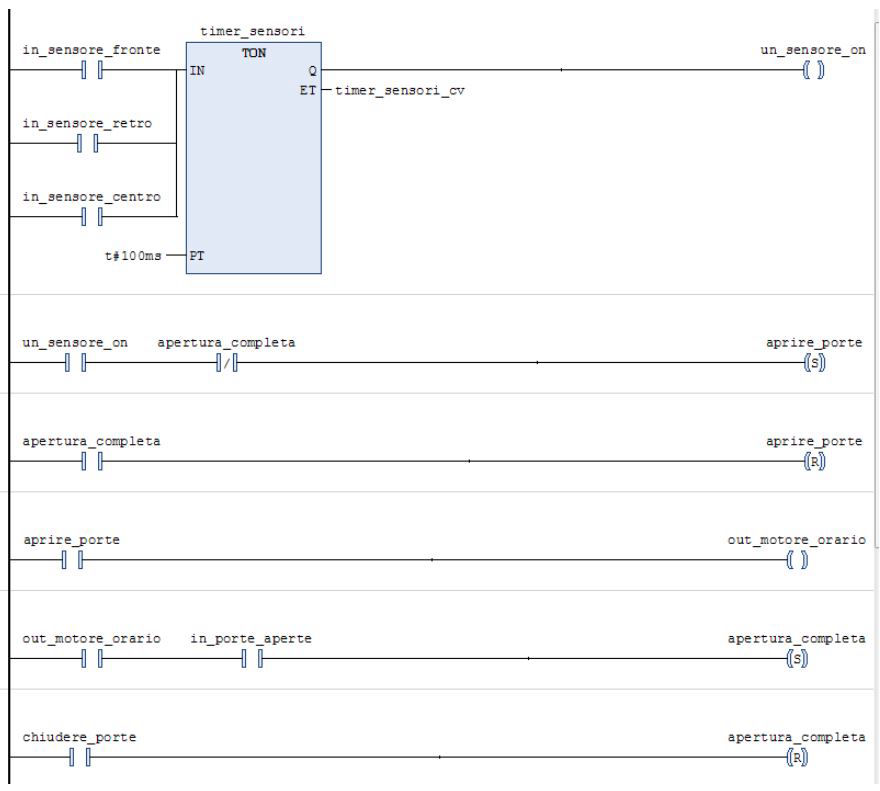
Nella prima riga del software abbiamo un OR dei tre sensori di rilevazione presenza, questi sono filtrati da un timer per evitare falsi segnali.
Se uno dei sensori rileva la presenza umana, viene comandata l’apertura delle porte con attivazione del motore in senso orario, finché le porte sono aperte (ingresso segnale in_porte_aperte).
Nella prossima figura vediamo la seconda parte del programma.
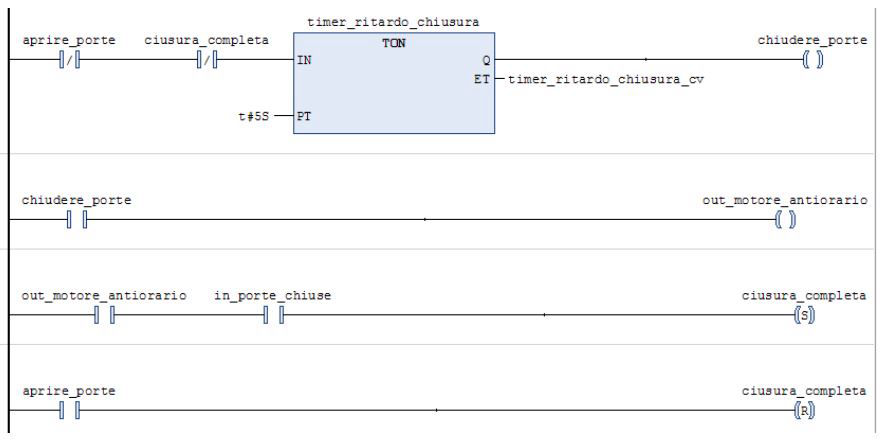
Se non c’è nessuna rilevazione dai sensori, dopo 5 secondi si attiva il comando del motore in senso antiorario per chiudere le porte; questa operazione termina con l’arrivo dell’ingresso dal campo di porte chiuse (in_porte_chiuse).
Bene, siamo arrivati al termine di questa carrellata di programmi facili da imparare con il plc. Io ti auguro buono studio e ci vediamo presto qui sul mio sito internet dedicato all’automazione, e sul canale YouTube.